The selection of green building materials in construction is no longer just an environmental preference. It has become a key regulatory and commercial requirement in modern infrastructure planning. With organizations like the Indian Green Building Council and Leadership in Energy and Environmental Design rating commercial properties, developers actively seek materials that lower energy footprints and utilize recycled contents. Autoclaved Aerated Concrete block technology stands out as a prime green solution.
1. Fly Ash Utilization and Waste Recycling
A primary green feature of AAC blocks is their raw material recipe, which incorporates sixty five to seventy percent fly ash by weight. Fly ash is a fine particulate waste product generated by coal fired thermal power stations. By recycling massive quantities of fly ash, AAC manufacturing plants prevent this waste from filling up slag ponds and polluting ground water systems, converting an industrial waste into a high performance building material.
Unlike red clay bricks, which consume fertile agricultural top soil and destroy regional farmland, aerated concrete does not require clay extraction, protecting local soil ecosystems and conserving agricultural resources in manufacturing hubs.
2. Carbon Footprint and Manufacturing Energy Savings
The manufacturing process of autoclaved concrete is highly energy efficient. Because the concrete mixture rises through aluminum aeration, the blocks do not require high temperature kiln firing like traditional clay bricks. Curing occurs inside pressurized steam autoclaves at 190 degrees Celsius, which consumes significantly less thermal energy than brick kilns operating at 1,000 degrees Celsius.
Additionally, during the cutting process, any excess wet concrete scrap is returned to the slurry mixer for reuse, ensuring zero manufacturing waste on the factory floor.
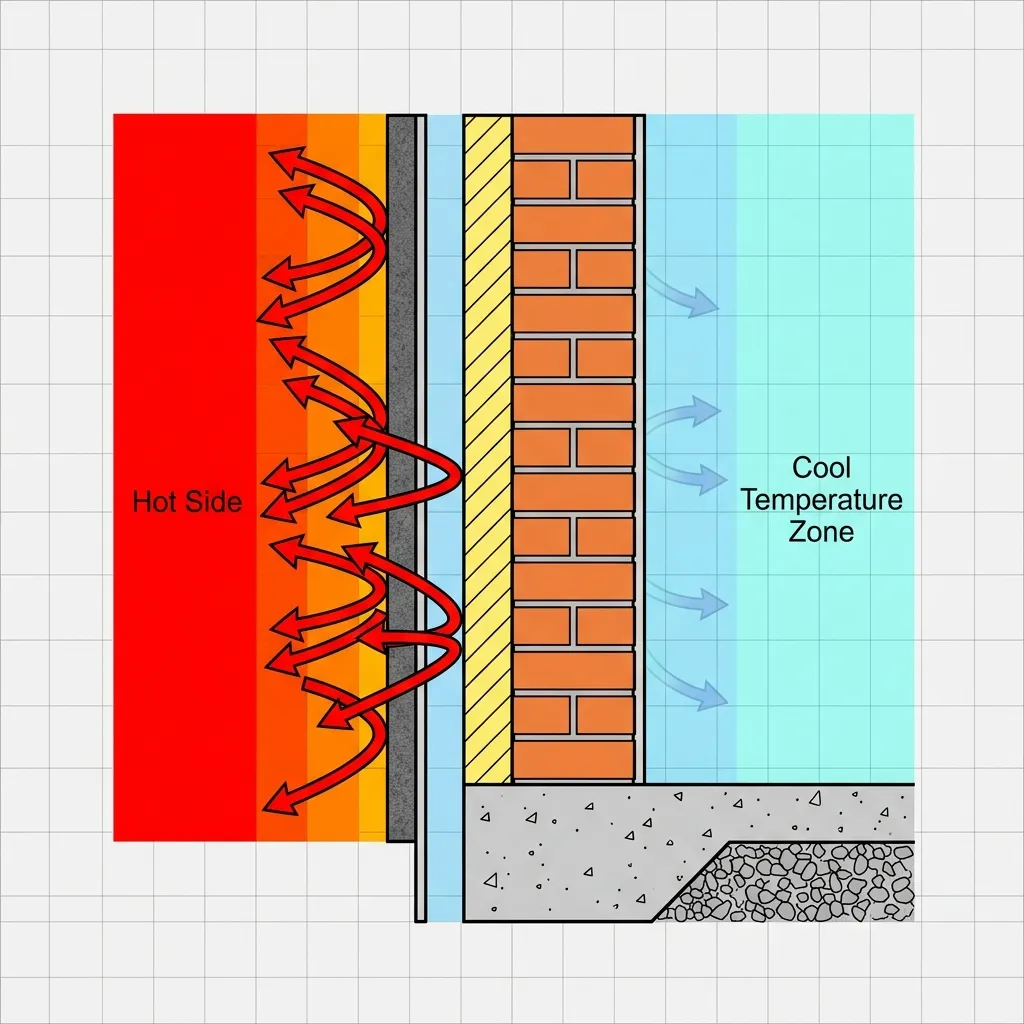
3. Energy Conservation and Thermal Comfort
From an operational standpoint, AAC blocks improve the building envelope. With a low thermal conductivity of 0.12 to 0.16 Watts per meter Kelvin, these blocks act as a thermal barrier, reducing solar heat gain. In hot regions, this envelope cuts interior cooling loads, reducing monthly air conditioning electricity consumption by 25 to 30 percent, which directly qualifies projects for higher green building certification points.
Conclusion: The Green Masonry Choice
Incorporating autoclaved blocks as green building materials in construction optimizes building performance, reduces the carbon footprint, and helps developers achieve higher green building ratings. Balaji Construction Machines is committed to supporting this green shift by designing automated plant machinery configured for optimal fly ash utilization and low power consumption.
B2B Turnkey Setup Solutions Across Maharashtra & India
As a leading engineering company based in Satara, Maharashtra, Balaji Construction Machines and Spares delivers automated autoclaved aerated concrete manufacturing plants nationwide. We specialize in layout engineering, site commissioning, and operator training for customers in major industrial zones around Mumbai, Pune, Nagpur, Nashik, and Aurangabad.
Our installation reach covers key construction markets across Indian states like Gujarat, Madhya Pradesh, Karnataka, Telangana, Andhra Pradesh, and Tamil Nadu. Whether you are running a setup cost estimation for a new factory, looking up detailed machinery specifications, or interested in starting a sustainable B2B business, we provide complete engineering support. Contact our sales team to schedule a technical consultation at your site.